



MONITOREO AMBIENTAL
LÍNEAS DE PRODUCCIÓN DE ALIMENTOS
SENSITIVOS – PASTEURIZADOS – LISTOS PARA COMER
SOPORTE TÉCNICO Y ADIESTRAMIENTO PARA LA IMPLEMENTACIÓN
Cada año las Enfermedades Transmitidas por Alimentos – ETA generan un impacto en la comercialización de alimentos, provocando fuertes pérdidas económicas a las empresas involucradas en estos hechos, daños al consumidor que trata de educarse cada día más en la salubridad del producto que consume, así como las presiones regulatorias se elevan con eventos como este.
El fabricante está obligado a producir alimentos seguros, donde seguro significa inocuo, que no causará daño al consumidor al momento de consumirlo.
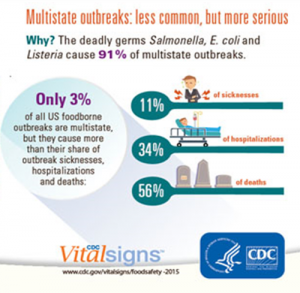
Listeria, Salmonela, E.coli llegan a ser los patógenos vegetativos que lideran la estadísticas, por se los microorganismos que más impacto generan al momento de brotes multi-estados y que provocan mayor tasa de mortalidad. La figura 1. muestra que son bajo los brotes multi-estados, sin embargo, cuando ocurren causan mucho daño donde el 56% de los consumidores muere y el 34% es hospitalizado.
INGREDIENTES SENSITIVOS
La vulnerabilidad de que un alimento se llegue a contaminar se basará en la forma y el tipo de ingredientes con el que esté compuesto, hoy día la Ley de Modernización de Inocuidad Alimentaria – FSMA establece claramente que existen ingredientes con alta vulnerabilidad a ser contaminados con microorganismos llamados “Ingredientes Sensitivos”, esto lleva a un mayor cuidado al momento de su transformación.
DISEÑO SANITARIO
Muchas veces se dedican todos los esfuerzos al diseño sanitario de equipos, lógicamente debe ser así ya que es donde el producto va a tener contacto al momento de su manufactura. Este no llega a ser el único factor a cuidar para que ocurra un adecuado control, el diseño sanitario de la instalación es una prioridad alta, ya que son las áreas que normalmente entran en contacto con suciedad del mismo proceso. En los pisos, las paredes y los techos pueden formarse colonias de microorganismos patógenos que podrían llegar al producto si no son controlados bajo programas claves como se muestra en la figura 2.

Figura 2. Combinación de programas para el control de desarrollo microbiano
LISTO PARA COMER
La intención de uso, esto añadirá otro factor de mayor cuidado, ya que no habrá un paso posterior que eliminará cualquier presencia de un contaminante microbiano presente el alimento, generando así una condición de vulnerabilidad al consumidor.
MONITOREO AMBIENTAL – MA
La industria alimentaria comienza a mejorar su entendimiento con respecto a este programa, muchas veces como expertos o auditores preguntamos al fabricante si se lleva un programa de MA en su fábrica, muchos responden que no y los que responden positivamente, dan por entendido que es una metodología basada en colocar platos de petrí expuestas al ambiente para determinar posibles microorganismos (hongos o aerobios). Lo importante de entender sobre este programa es que da más bondadoso que solo conocer si tenemos hongos o aerobios presentes en el ambiente.
La industria de alimentos debe evitar a toda costa que el alimento sea contaminado con bacterias patógenas, como Salmonella, Listeria o E. coli que llegan a través de diferentes fuentes, figura 3
- Prácticas operacionales
- Agua de proceso
- Fallas en los SSOP
- Diseño Sanitario

La falla en la interpretación de este programa puede llevar al fabricante a un fracaso del mismo, es clave entender que nos quiere decir el resultado de cada uno de los datos.
Si bien es cierto que el fin es mostrar que hay presencia de microorganismos, es más importante interpretarlo a través de las siguientes preguntas:
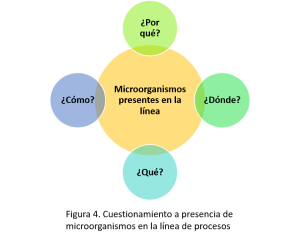
Para poder responder a estas preguntas debemos establecer parámetros o condiciones que nos ayudará a sistematizar el programa de MA y que resulte con la eficacia que esperamos.
Para conseguir esto, lo primero de debemos conocer es:
- Tipo de alimento presente
- Sensitivo
- No sensitivo
- Naturaleza de los residuos
- Seco
- Húmedo
- Tipo de proceso
- Abierto
- Circuito cerrado
ZONIFICACIÓN
Segmentar el área de procesos de acuerdo al grado de cuidado que se deba tener en cada una de ellas. Ej. Área de procesos crudos diferenciado de área de procesos cocidos.
Donde mayor atención debemos poner será en el área pos-letalidad.
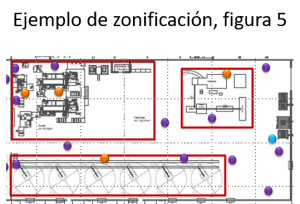
Esto llevará al fabricante una mejor interpretación debido a que conoce cuales son las zonas más críticas del proceso y la probabilidad que llegue a contaminar al alimento.
FDA – FSMA
La Administración de drogas y Alimentos a través de FSMA establece este programa como un debe a través de sus CGMP.
Donde estipula que la planta debe tener 4 tipos de Zonas, dentro de la zonificación. Donde Zona 1 – Contacto con Alimento y Zona 4 – Perímetros internos de la planta.
HISOPADO
Estableciendo ya una zona de muestreo, entonces se debe arreglar un muestreo adecuado para cubrir la mayor parte de las zonas, este hisopado puede ser bajo una muestra individual o compuesta siempre y cuando no se altere algún resultado por confusión en el muestreo.
RESULTADOS
La interpretación de resultados adecuada llevará a una solución efectiva y determinante, ya que el análisis de causa raíz debe responder a todas las preguntas de porque o debido a que se genero la presencia de microrganismos que no necesariamente deben estar presentes en la zona 1 para llegar a ser crítico.
Referencias Bibliográficas
- Control of Listeria monocytogenes in Ready-To-Eat Foods: Guidance for Industry, January 2017
- FSSC 22000 SCHEME VERSION 5 | MAY 2019
- Centros para el Control y la Prevención de Enfermedades CDC